
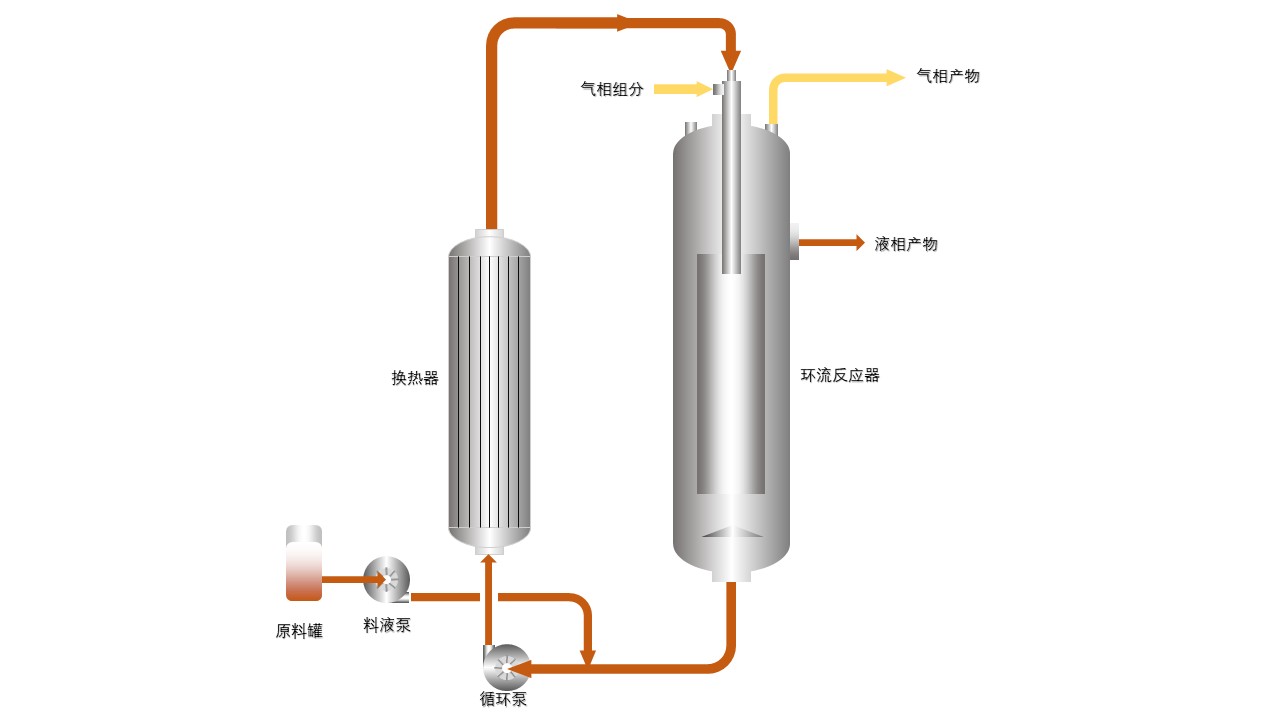
环流反应器
技术特点
- 传质传热高效:循环流场使物料混合充分,相同能耗传质系数较传统搅拌反应器提升40%-80%,传热效率显著提高,可快速带走反应放热,避免局部过热。
- 连续稳定运行:连续运行,反应效率高,有效降低人工操作强度,适配大规模工业化量产需求。
- 安全环保节能:密闭式结构设计,无物料泄漏风险,适配易燃易爆、有毒有害及易挥发物料反应;设备能耗较传统搅拌反应器降低25%-50%,体积紧凑,占地面积小,符合绿色生产理念。
- 适配性广泛:可灵活适配气-液、液-液、液-固、气-液-固多相反应体系,满足不同行业工艺需求。
- 易维护易集成:结构简洁,无复杂搅拌部件,不易结垢、堵塞,维护成本低;可实现全流程自动化控制,提升生产智能化水平。
应用领域
环流反应器凭借高效传质传热、连续稳定的核心优势,已广泛应用于多个工业领域,典型应用包括:
- 化工领域:精细化工中间体合成、高分子聚合、催化氧化、加氢反应,以及酸碱中和、废水处理等;
- 医药领域:原料药合成、药物中间体制备、生物发酵(如抗生素、氨基酸发酵),确保产物纯度与批次一致性;
- 环保领域:高浓度有机废水降解、烟气脱硫脱硝、污泥处理,助力企业实现环保达标与资源化利用;
- 能源与新材料:锂电池材料合成、燃料电池催化剂制备、生物质转化,适配新能源产业高效生产需求;
- 生物化工:酶催化反应、微生物发酵、生物制剂合成,兼顾反应效率与产物活性。

封面图片
